Werkzeugdaten einfach integriert
Dr. Götz Marczinski, CIM GmbH Aachen
Ein in die NC-Programmierung integriertes Werkzeugverwaltungssystem mit Direktanschluss an ein Internetportal vereinfacht die Planungsprozesse
Als Outsourcing-Dienstleister im Maschinen- und Anlagenbau bietet SKET komplette Problemlösungen für die industrielle Fertigung. Vom Engineering über die Fertigung bis zur Montage ist SKET Spezialist für die komplette Abwicklung anspruchsvollster und komplexer Metallbearbeitungsprojekte. Hierzu gehört unter anderem die Fertigung von Komponenten für Windenergieanlagen, Verpackungslinien oder Stranggussanlagen. Aber auch die Bearbeitung von Komponenten für Werkzeugmaschinen, Kabelmaschinen und Verseilmaschinen stehen auf dem Programm. Präzise Anforderungen aus dem Turbinen- oder Getriebebau - von Verteilergetriebegehäusen bis zu schnelllaufenden Präzisionsgetriebegehäusen - werden genauso erfüllt wie die anspruchsvollster Bearbeitungen von Großteilen für die Walzwerktechnik.
Ausgangssituation
Der
kontinuierlich mit überdurchschnittlichen Raten wachsende
Bearbeitungsspezialist SKET in Magdeburg beschäftigt mittlerweile fast
430 Mitarbeiter, davon ca. 170 in der Zerspanung. Auf einer
Produktionsfläche von 27 000 Quadratmetern wird mit 94 Maschinen,
davon 40 CNC (davon 25 mit DNC-Anschluss) produziert. Die maschinelle
Ausstattung erlaubt auch die Bearbeitung mit Abmessungen von 17 Metern
Länge, 5 Metern Höhe sowie Drehdurchmesser bis zu 13 Metern. Konkret
gliedert sich die Produktion in folgende Bereiche:
- Komplettbearbeitung von prismatischen und rotationssymmetrischen Teilen,
- Präzisionsbearbeitung,
- Fertigung hochverschleißfester Teile.
Seriencharakter gibt es bei
der Fertigung von Komponenten für Windenergieanlagen. Hier ist SKET
klarer Favorit für die grossen Abmessungen.
Jährlich
werden Werkzeuge für ca. 1 Mio. Euro verbraucht, die im Wesentlichen
von drei Herstellern bezogen werden. Insgesamt werden ca. 10 000
Werkzeugkomponenten (überwiegend Standard) verwaltet, aus denen die Komplettwerkzeuge in der Voreinstellung zusammengesetzt werden.
Die Werkzeugausgabe und -Voreinstellung ist dreischichtig besetzt. Verwaltet werden
Schranksysteme und Paternoster-Lifte mit ca. 80 bis 90 bzw. 200 Lagerplätzen. Dazu kommt noch ein Bereitstellautomat für Wendeplatten,
der auch von SKET selbst bewirtschaftet wird. Zusätzlich sind die Werkzeugmaschinen als Lagerorte angelegt.
Auf Grund dieser Konstellation wäre SKET nach den internen Erfahrungswerten von
CIMAachen eigentlich ein Kandidat
für ein eigenständiges, vollumfängliches Tool-Managementsystem. SKET arbeitet seit kurzem aber mit Exapt BMO,
dem Werkzeugverwaltungssystem des NC-Spezialisten aus Aachen. Die Gründe hierfür liegen in Integrationsaspekten.
Es lohnt sich also der Blick "über den Zaun" in die Arbeitsvorbereitung und NC-Programmierung, die schließlich
für die Werkzeugplanung zuständig sind und deswegen das notwendige Know-how zur Verfügung gestellt bekommen müssen.
Arbeitsvorbereitung und NC-Programmierung
Bei SKET werden ca. 20 000 NC-Programme
verwaltet, wobei auf Grund der
anspruchsvollen Bearbeitungsfälle Programme mit weit mehr als 100 Werkzeugen keine Seltenheit sind. Der Programmieraufwand ist also
recht hoch, und die wichtige Rolle der Werkzeuge wird schnell transparent.
Programmiert wird mit Exapt. Dafür stehen sechs Programmierplätze zur Verfügung. Weiterhin wird aktuell ein Arbeitsplatz und zukünftig
noch ein zweiter von der Werkzeugvoreinstellung (BMO) genutzt. Als CAD-System kommt Solid-Edge zum Einsatz, teilweise auch AutoCAD und
ein für Automobilkunden "obligatorische" CATIA-Arbeitsplatz ist auch vorhanden. Eine CAD-Integration findet jedoch nur in seltenen Fällen
statt, da bei SKET als Lohnfertiger die Bauteile meistens direkt in Exapt angelegt werden, um dann die Bearbeitung zu definieren.
Die Fertigungssteuerung erfolgt mit SAP, ein IT-Tool für die Feinplanung ist nicht im Einsatz. Wichtig ist zu erkennen, dass sich
der Werkzeugbedarf jeweils aus dem Arbeitsplan ergibt. Da meistens in Einzel- und Kleinserien gefertigt wird, wird auftragspezifisch
eingerüstet.
Dabei ist es wichtig, bereits im Anfrageprozess zu erkennen, ob neue Werkzeuge, insbesondere Sonderwerkzeuge, benötigt werden. Dazu
müssen vergleichbare Bearbeitungsfälle gefunden und die eingesetzten Werkzeuge bis auf die Komponentenebene identifiziert werden.
Die Technologie orientierte Suche ist für SKET von großer Bedeutung.
Zunehmend wichtiger wird das Absichern der Programme vor dem Einsatz durch die Simulation. Simuliert wird in jedem Fall, soweit wie
möglich mit vorhandenen Werkzeuggrafiken. Hier fehlen bislang allerdings oft geeignete Werkzeugmodelle. Zumindest DXF-Grafiken werden
in Zukunft auch bei der Generierung von Werkzeugeinstellplänen verwendet.
Die Optimierung bestehender Programme findet an der Maschine statt. Das optimierte Programm geht zurück in die Arbeitsvorbereitung und
ersetzt das ursprüngliche. Bei Wiederholproduktion wird auf dieses Programm zurückgegriffen.
Betriebsmittelverwaltung mit Exapt BMO
Die Bestellabwicklung und die Bestandsführung
sind also nicht das vorrangige Problem der Betriebsmittelverwaltung. Da das Engineering im Vordergrund steht, spielt die Integration eine
wichtige Rolle. Der Arbeitsplaner soll bereits bei der Auslegung (sowohl im Anfrage- als auch im Auftragsfall) selbst spezifizieren,
welches Werkzeug er braucht. Bislang wurde recht unspezifisch ein Werkzeugbedarf an die Voreinstellung gegeben, um eine Bearbeitungsaufgabe
zu lösen.
Durch Einführung der Betriebsmittelverwaltung BMO profitieren die vorbereitenden Produktionsbereiche direkt vom Know-how der Voreinstellung.
Im Gegenzug wird die Voreinstellung entlastet, weil die benötigten Werkzeuge jetzt von vorneherein genauer spezifiziert sind.
Rückfragen und Abstimmungsaufwand lassen sich dadurch auf ein Minimum reduzieren.
Doch das funktioniert nur, wenn die Werkzeuge auch in der entsprechenden Form im VerwaltungsSystem, d.h. im BMO abgelegt sind.
Bei der Vielzahl der bei SKET eingesetzten Werkzeuge ist dies keine leichte Aufgabe. Im Idealfall sind nämlich die benötigten
Werkzeugkomponenten so in der Datenbank abgelegt, dass sie eindeutig als für die Bearbeitungsaufgabe geeignet identifiziert und
automatisch zum Komplettwerkzeug konfiguriert werden können.
Die für die Erstellung der Werkzeugeinstellpläne benötigten grafischen Informationen sollten ebenfalls als DXF vorhanden sein,
in manchen Fällen wäre für die Simulation sogar ein 3D-Modell hilfreich.
Exapt bietet seinen Kunden dafür zwei Möglichkeiten an. Der pragmatische Weg ist, die Werkzeuge im BMO manuell anzulegen. Das ist
keine Aufgabe, nach der sich die verantwortlichen Mitarbeiter sehnen. Viel eleganter ist deswegen, über das so genannte "Exapt-Portal"
aktuelle Werkzeugdaten über das Internet zu laden. Wie funktioniert das?
Fallbeispiel
Der NC-Programmierer setzt eine Bearbeitungsfolge in ein NC-Programm
um. Für jede Bearbeitung stellt sich die Frage, ob ein geeignetes Werkzeug vorhanden ist. Durch die Integration mit BMO ist der Vorgang
einfach, die Suche erfolgt in der BMO-Datenbank nach den für den NC-Planer relevanten Werkzeugeigenschaften.
Wird auf der Ebene der Komplettwerkzeuge nichts geeignetes gefunden, kann sich der NC-Programmierer jetzt mit Hilfe von BMO ein geeignetes
Werkzeug konfigurieren. Dazu stehen ihm alle im BMO erfassten Komponenten zur Verfügung. Da die Lagerverwaltung Bestandteil der Software
ist, kann gleichzeitig geprüft werden, ob Bestand vorhanden ist.
Damit kann der NC-Programmierer sich für die Werkzeugalternative entscheiden, die auch tatsächlich vorhanden ist. Damit wird Durchlaufzeit
in der gesamten Auftragsabwicklung gespart.
Dass ein für die NC-Programmierung benötigtes Werkzeug nicht im Bestand
bzw. bereits in der Beschaffung ist, kommt bei SKET jedoch selten vor. Denn bereits im Anfrageprozess wird die Arbeitsplanung in der
Kalkulationsphase einbezogen, sodass hier bereits der Werkzeugbedarf identifiziert und ggf. ein Beschaffungsvorgang ausgelöst wird.
Spannend wird es jetzt, wenn in der BMO-Datenbank kein geeignetes Werkzeug gefunden wird. Dann gelangt der NC-Planer über eine interaktive
Schaltfläche in das so genannte "Exapt-Portal".
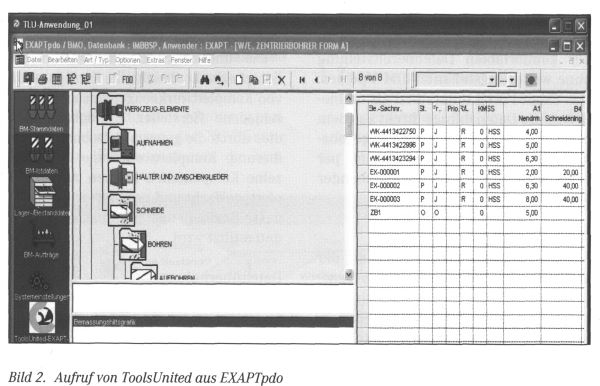
Das Exapt-Portal ist eine spezielle Sicht auf den so gennanten ToolsUnited-Master-Server, der die Werkzeugkomponenten führender Hersteller
in einem standardisierten Format bereithält. Im konkreten Fall werden die Suchparameter, mit denen in BMO gesucht wurde, direkt an ToolsUnited
übergeben. Somit wird die richtige" Suchseite bereits geöffnet. Jetzt stehen dem Nutzer die bereits aus CIMSOURCE bekannten Funktionen zur
Werkzeugsuche zur Verfügung, denn ToolsUnited ist praktisch die Online-Version der weit verbreiteten CIMSOURCE CD (Bild 2).
So kann der NC-Planer die Suche weiter verfeinern, dann die Trefferliste anzeigen und die gewünschten Werkzeuge über die klassische
Warenkorbfunktion exportieren.
Welche Möglichkeiten bietet das Portal?
Das Exapt-Portal bietet die Möglichkeit,
herstellerübergreifend geeignete Werkzeuge für spezifische Bearbeitungsaufgaben zu suchen und zu finden. Der Hauptnutzen von ToolsUnited
liegt in der komfortablen Datenbereitstellung ohne weitere Installation und Updates. Das Exapt-Portal unterstützt als online-Server die
Datenabfrage direkt aus dem BMO, übernimmt die bereits eingegebenen Suchparameter und startet per Klick direkt die Suche entsprechender
Werkzeuge.
Werkzeugsuche
Die Auswahl startet in der Regel mit der geometrischen Beschreibung des benötigten Werkzeugs. So werden beispielsweise Drehhalter mit der
Normbezeichnung oder den wichtigen Einsatz-Parametern zunächst vollkommen unabhängig vom Werkzeuganbieter beschrieben. Zudem kann die Suche
ergänzt werden durch die Beschreibung des Bearbeitungsverfahrens, der Einsatzbedingungen und natürlich auch des zu bearbeitenden Werkstoffs.
Dem Anwender steht zudem in einer Werkstoffdatenbank eine Auswahl von mehr als 750 Werkstoffen zur Verfügung, die neben einer Beschreibung
des Behandlungszustands und der mechanischen Eigenschaften auch in weitere internationale Normen (z.B. SAE, AF-NOR, EN, IIS, BS,) übersetzt
sind. International tätige Unternehmen nutzen diese Funktionalität auch als reine Übersetzungsfunktion.
Zur Kontrolle der richtigen Werkzeugauswahl können neben Grafiken und allen wichtigen geometrischen Maßen insbesondere auch die Schnittwerte
und
Einsatzbedingungen direkt angezeigt werden.
Die Funktion "Suche passende Komponente" erlaubt die schnelle Konfiguration von Komplettwerkzeugen auch über verschiedene Hersteller.
Ermöglicht wird dies durch die genormte Trennstellencodierung. Komplettwerkzeuge oder einzelne Komponenten können zudem kopiert,
gelöscht und geändert werden, sodass flexibel die gewünschte Suche unterstützt wird.
Datenübernahme
Hat der NC-Programmierer das geeignete Werkzeug für seine Anwendung gefunden, so genügt ein einfacher Klick
zur Online-Übertragung der Daten in sein BMO-System.
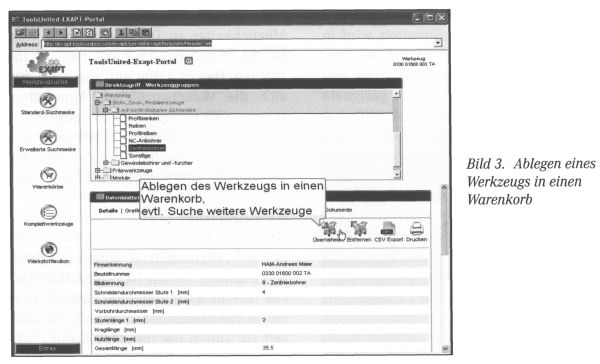
Alle zuvor ausgewählten Komponenten werden in einem Warenkorb übertragen und direkt dem entsprechenden Anwender zugeordnet. Zubehörteile wie
Befestigungsschrauben oder Spezialschlüssel sind den ausgewählten Komponenten ebenso zugeordnet, wie auch Photos und DXF-Grafiken der
Werkzeuge. So besteht die Möglichkeit, die Daten direkt für die Erstellung von Einrichteblättern, Stammkarten oder ähnlichen Dokumente zu
nutzen. Die im DXF-Format abgelegten CAD-Modelle der Werkzeuge können direkt im Exapt-BMO weiterverwendet werden (Bild 3).
Anwendererfahrungen
Der grosse Vorteil besteht darin, dass der Exapt Anwender nicht
seine gewohnte Welt verlassen muss. Er bleibt praktisch im bekannten Exapt "Look-and-Feel". Ein weiterer Vorteil besteht in der
"mundgerechten" Datenbereitstellung, d.h. ToolsUnited schiebt die Daten im Exapt-Format über die Schnittstelle.
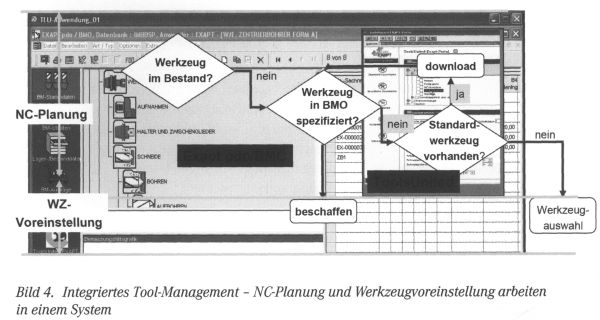
Die Systematik der Werkzeugauswahl mit der integrierten Exapt-Lösung fördert die Wiederverwendung vorhandener Werkzeuge und zielt damit auf die
Reduzierung der eingesetzten Werkzeugvielfalt. Der Programmierer kann während der NC-ProgrammerStellung prüfen, ob geeignete Werkzeuge in der
BMO-Datenbank vorhanden und im Idealfall sogar im Bestand sind. Ist das nicht der Fall, hat er direkten Zugriff auf die Welt der
Standardwerkzeuge, die bei SKET zu über 90 Prozent zum Einsatz kommen. Der Aufwand für das manuelle Anlegen der Datensätze wird reduziert
(Bild 4).
Das ist ein deutlicher Fortschritt gegenüber der bisherigen Vorgehensweise, wo die Probleme mit der Spezifikation und Auswahl der
Komplettwerkzeuge teilweise an die Werkzeugvoreinstellung delegiert wurden. Auf Basis relativ unspezifischer Anforderungen der NC-Planung
hatten die Werkzeugexperten die bestmöglichen Werkzeuge bereitzustellen. Durch Rückfragen und Abstimmungen sicherlich ein zeitaufwändiger
Prozess, der nur mit wirklichen Experten zum Ergebnis zu führen ist. Doch bei der kontinuierlich wachsenden SKET wird diese Qualifikation
schnell zum Engpass.
Lassen sich diese Vorteile quantifizieren? "Wir setzen die integrierte Lösung erst seit einiger Zeit ein. Um Effekte hinsichtlich der
erhöhten Wiederverwendung festzustellen, ist es sicherlich noch zu früh", so Martin Hansen, IT-Systembetreuer bei SKET.
Aus der Perspektive der Werkzeugvoreinstellung ist der Vorteil, dass schnell aktuelle Werkzeugdaten bereitgestellt werden können.
Die Update-Zyklen der Kataloge sind nicht mehr bindend. Und es müssen auch keine elektronischen geladen werden, die zudem meistens
in unterschiedlichen Formaten kommen", so Wolfgang Rudolph seitens der SKET, zuständig für die BMO Einführung.
Umso unverständlicher ist es, warum diese Möglichkeit der Datenbereitstellung seitens der Werkzeughersteller nicht mehr genutzt wird.
Es werden neue Technologien angepriesen, doch die Daten stehen nicht zur Verfügung. Für die Programmierung ist es jedoch entscheidend,
die Daten zu bekommen: Denn wenn er erst die Werkzeuge anlegen muss, dann verliert er schnell den "Spaß" an der neuen Technologie. Wie
gesagt, es sind zum Teil über 100 Werkzeuge notwendig für ein Programm
Zusammenfassung
In Unternehmen, für die die NC-Programmierung der entscheidende
Fokus für die Anwendung von Werkzeugdaten ist, hat die integrierte Lösung deutliche Vorteile gegenüber Lösungen, die den Schwerpunkt mehr
auf die logistische Abwicklung der Werkzeugbeschaffung und -bereitstellung legen. Denn es geht darum, schnell zu einem zuverlässigen
NC-Programm zu kommen. Die Vorteile der integrierten Datenhaltung überwiegen mögliche Abstriche in der logistischen Funktionalität.
Und wer es genau betrachtet, der erkennt, dass die wirklich wichtigen logistischen und Lagerwirtschaftsfunktionen bei fast allen
Toolmanagementpaketen zum Standardumfang gehören.
Doch die Vorteile der direkten Anbindung an das Internet, ohne die gewohnte Programmierumgebung zu verlassen, stehen und fallen mit der
Aktualität und der Qualität der bereitgestellten Daten. Doch auch an diese Front" ist in Bewegung geraten, wie neben ToolsUnited
beispielsweise die GTDE-Initiative (www.gtde.org) des VDMA zur einheitlichen Bereitstellung von Werkzeuggrafiken zeigt.
erschienen in ZWF, Januar 2008