Fertigen auf Knopfdruck?
Die NC-Verfahrenskette systematisch gestalten
Dr. Götz Marczinski
Drehen ist ein anspruchsvoller Prozess, der nicht mehr mit den Methoden des letzten Jahrhunderts zu beherrschen ist. Die Maschinenkonzepte sind wesentlich anspruchsvoller geworden, die Werkzeugtechnologie entwickelt sich mit beeindruckenden Innovationsraten, doch was bleibt unter dem Strich?
Genau das ist die Frage bei der Inbetriebnahme bzw. dem Ramp-Up neuer Dreh-/Fräszentren im Rahmen einer breit angelegten Produktivitätsinitiative bei einem Kunden der CIM Aachen GmbH gewesen.
Ziel war es, im Drei-Schichtbetrieb das breite Spektrum an Komponenten komplett zu bearbeiten, um die eigene Montage reaktionsschnell versorgen zu können. In der Praxis stellen sich die Maschinen jedoch als Engpass dar. Die kalkulierten Produktivstunden kommen einfach nicht, so die simple Erkenntnis des Fertigungsleiters.
Den Produktivitätsfressern auf der Spur
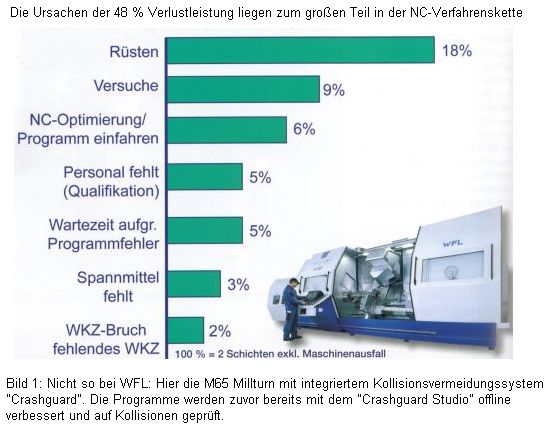
Die systematische Ursachenanalyse legte die Produktivitätsfresser offen, von denen ein Großteil im Vorfeld der eigentlichen Bearbeitung liegt.
Produktivitätsfresser Nr. 1 ist das Rüsten. Hier gehören Einfahrzeiten dazu, die mit den "klassischen" Lean Methoden zum
"Schneller Rüsten" nur bedingt zu reduzieren sind. Dann kommen Programmfehler, die an der Maschine korrigiert werden. Manchmal
erst, nachdem Kollisionen aufgetreten sind. Weil das so ist, wird eben nicht auf Knopfdruck gefertigt. Stattdessen wird das Programm an
der Maschine "abgestottert", d.h. an der Steuerung wird das Programm "abgelesen". Problematisch ist hier, dass das Programm nicht wie
früher lesbar ist. Das deutet auf mangelnde Qualifikation hin bzw. auf die Tatsache, dass die NC-Programmierung offensichtlich nicht
abgesicherte Programme an die Maschine liefert.

Beim genauen Hinschauen erkennt man, dass viele dieser Produktivitätsverluste mit dem Werkzeug zu tun haben. Werkzeuge werden vor
dem Einsatz nochmals vermessen um sicherzugehen, dass alles passt. Offensichtlich gelangen oftmals nicht die Werkzeuge an die
Maschine, die seitens der NC-Programmierung spezifiziert sind.
Schließlich fehlen fallweise einfach die NC-Programme. Die NC-Programmerstellung wird offensichtlich zum Engpass.
Die Produktivitätsfresser bekommt man in den Griff, wenn die NC-Verfahrenskette funktioniert. Dazu gehören:
- die NC-Programmerstellung,
- die Absicherung der erstellten Programme,
- die darauf abgestimmte Werkstattorganisation.

Informationsmanagement für die effiziente NC-Programmierung
Zur effizienten NC-Programmierung gehört unabhängig vom eingesetzten Programmiersystem eine systematische NC-Programmverwaltung. Ein
Brennpunkt ist dabei stets die Änderung der Programme an der Maschine, die nicht an die NC-Programmierung zurückgekoppelt werden.
Ergebnis: Ein erkannter Programmfehler bzw. eine Programmoptimierung an der Maschine wird bei der nächsten Programmverwendung
erneut korrigiert.
Im zitierten Fallbeispiel, wo aufgrund der Ähnlichkeit der Teile mit parametrischen CAD-Modellen und entsprechenden NC-Programmen gearbeitet wird, potenziert sich dieses Problem. Denn wenn an Stelle des Master-Modells jeweils das Maschinenprogramm (nach Post-Prozessvorlauf) korrigiert wird, darf man sich nicht wundern, wenn trotz systematischem Ramp-Up die Ausfallzeiten für Programmanpassungen nicht zurückgehen.
Effiziente NC-Programmierung heißt aber auch, die notwendigen Informationen stets aktuell verfügbar zu haben. Und zwar in der Form, wie sie der NC-Program-mierer braucht.
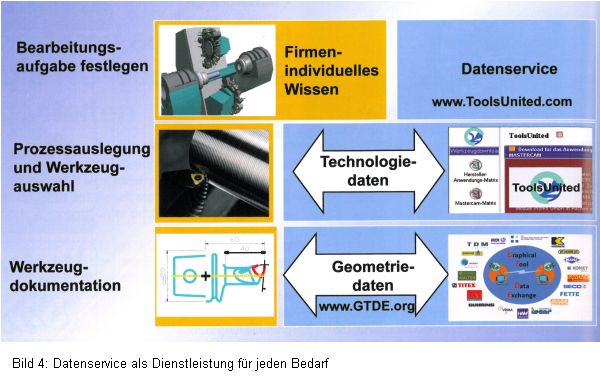
Den Werkzeugdaten kommt dabei zentrale Bedeutung zu. Gebraucht wird ein Werkzeugdatenmanagement, das dem NC-Planer
- Verwendungsnachweise (für welche Bearbeitung (Prozess und Maschine)) und
- praktikable Schnittwerte für bestimmte Bearbeitungsfälle zeigt.
Wichtig ist auch die Information über die Verfügbarkeit der Werkzeuge. Nach Möglichkeit sollten Werkzeuge für die Programmierung gewählt werden, die auch physisch im Betrieb vorhanden sind. Dazu muss der NC-Planer den Zugriff auf die entsprechenden Informationen haben. Hierfür eignen sich die Betriebsmittelmodule der einschlägigen NC-Systeme bzw. separate Toolmanagementsysteme, die über entsprechende Schnittstellen eingebunden werden.
Absichern der NC-Programme durch Simulation
Die Idee der Fertigung auf Knopfdruck verlangt, dass abgesicherte Programme an die Maschine kommen. Der Maschinenführer muss sich
darauf verlassen können, dass das Programm fehler- und vor allem kollisionsfrei läuft.
Die NC-Simulation ermöglicht dem NC-Planer, sein Programm und damit sein Arbeitsergebnis zu überprüfen. Analog zur Werkerselbstprüfung in der Werkstatt sollte kein Programm an die Maschine gegeben werden, das nicht im Vorfeld verifiziert wurde. Diese Forderung erhöht die Anforderung an die Qualifikation des NC-Planers. Denn die Erstellung eines NC-Programms und der Aufbau eines geeigneten Simulationsmodells sind zwei verschiedene Sachen. Im Fallbeispiel der Fertigung, die durch kleinste Losgrößen in hoher Variantenvielfalt gekennzeichnet ist, konnten die Programme nicht "auf Vorrat" erstellt und simuliert werden. Deswegen addiert sich die Simulationszeit auf die Durchlaufzeit der NC-Programmierung. Nur wenn die entsprechenden Verfahren und Systeme beherrscht werden, kann vermieden werden, dass die Fertigung auf Programm wartet.
Simulation lässt sich wesentlich beschleunigen, wenn die Werkzeugdaten mindestens im sauberen 2D Format, idealerweise aber als 3D-Modell vorhanden sind.
Unabhängig vom gewählten System ist es empfehlenswert, dazu auf standardisierte Datenformate und -quellen zu setzen. Die Internetplattform GTDE (graphical tool data exchange) des VDMA Fachverbands Präzisionswerkzeuge ist hier zu nennen. Derzeit noch auf 2D fokussiert, ist mit der Erweiterung auf 3D Modelle zu rechnen.

Organisation der NC-Verfahrenskette - Wenn Simulation auf Wirklichkeit trifft
Informationsmanagement und Simulation sind aber nicht genug für die optimale Produktivität. Organisatorisch sind erfahrungsgemäß einige
Fehlerquellen und Verschwendungsfaktoren auszuschalten. Zum Klassiker gehört dabei folgender Fall: Für das vom NC-Planer spezifizierte
Werkzeug findet die Werkzeugausgabe nicht die benötigten Komponenten. Der versierte Facharbeiter weiß aber, wie er aus vorhandenen
Kompo¬nenten ein funktionsgleiches Werkzeug bauen kann. Im Sinne der Reaktionsgeschwindigkeit tut er das auch. Nur: Jetzt passen die
Ergebnisse der NC-Simulation möglicherweise nicht mehr auf die Realität. Der Mann an der Maschine bekommt das Problem und wird die
Ursache der NC-Programmierung zuordnen.
Möglicherweise wendet sich die Werkzeugausgabe auch an die NC-Planung, damit das NC-Programm mit dem geänderten Werkzeug freigibt. Dadurch erhöhen sich die Durchlaufzeit und die Arbeitsbelastung der NC-Abteilung, die dann mit anderen Aufgaben nicht fertig wird.
Das Werkzeugmanagement ist also auf der Werkstattebene eindeutig zu organisieren. Dazu gehört die saubere Dokumentation der Komplettwerkzeuge in entsprechenden Einstellblättern. Womit wir wieder beim Informationsmanagement sind.
Ist die Hauptzeit der Engpass?
Zusammenfassend ist festzustellen, dass für die anspruchsvolle Drehbearbeitung das saubere Zusammenspiel der Informationsverarbeitung,
der Selbstprüfung der NC-Programmierung durch die Simulation und die konsequente Ablauforganisation in der NC-Verfahrenskette
notwendig sind. Ob in den jeweiligen Unternehmen die NC-Verfahrenskette so funktioniert wie sie soll ist mit einer einfachen
Frage zu klären: Ist die Hauptzeit der Engpass?
Wenn nicht, dann müssen das NC-Programmiersystem, das Werkzeugdatenmanagement und die NC-Simulation besser aufeinander abgestimmt werden. Es ist sicherzustellen, dass die in der NC-Planung getroffenen Annahmen und Festlegungen in der Werkstatt auch 1:1 umgesetzt werden.
erschienen in Drehteil + Drehmaschine, März 2009