Production Excellence @ SCHOTT am Standort Grünenplan Eschershausen
Markus von Reden
Die Glasveredelung erfordert viel handwerkliches Geschick und Erfahrung in einem Produktionsumfeld mit überschaubarem Automationsgrad. Dementsprechend anspruchsvoll ist die Administration, um die Vielzahl der Glassorten und Produktionsmengen termintreu, bestandsarm und vor allem schnell durch die werkstattorientierte Produktion zu bringen.
Zielsetzung des Bereichs Advanced Optics der SCHOTT AG am Standort Eschershausen war es deshalb, ein auf die individuellen Belange des Standortes zugeschnittenes Produktionssystem nach Lean Prinzipien zu entwerfen und zu implementieren. Zu klären waren folgende Fragen: Ist es möglich, eine Segmentierung zwischen bedarfs- und verbrauchsgesteuerten Produktionsabläufen durchzuführen? Können die Produktionsbereiche nach technologisch ähnlichen Fertigungsfolgen materialflussoptimiert strukturiert werden? Denn damit wären dann die Voraussetzungen für die marktsynchrone Produktion, d.h. eine Auftragseinlastung und abwicklung technologisch sinnvoller Losgrößen dicht am Kundentakt, geschaffen.
Den Fluss erkennen
Um Ansätze zur Segmentierung in der Produktion
zu finden, wurden zunächst die Fertigungsaufträge
insgesamt für einen definierten
Zeitraum (ein Geschäftsjahr) analysiert,
um Teilefamilien ähnlicher Fertigungsfolgen
zu identifizieren. Denn die für die Wertstrom-
Analyse notwendigen Produktfamilien waren
auf den ersten Blick nicht zu erkennen. Dieser
von der reinen Lehre abweichende breite
Ansatz über alle Artikel kann aufgrund der
enormen Datenmenge nur systemgestützt
gelingen. Dies erfolgte mittels produktionsunterstützender
Software von CIM Aachen.
Mit dem cc-Analyzer konnte so zunächst
wichtig von unwichtig in Form einer ABC-/
XYZ-Analyse getrennt werden. Dann wurden
mit dem cc-Sequencer die verästelten
Materialflüsse in Form von quantifizierten
Spaghettidiagrammen dargestellt. Als Ergebnis stand ein visualisierter Überblick über
den heutigen Material- und Informationsfl uss
im Werk zur Verfügung. Der Einstieg in das
Wertstrom Design mit dem Ziel der marktsynchronen
Produktion war damit gelungen.
Einstieg in das Wertstrom Design
Ausgehend vom erforderlichen Kundentakt
sowie dem Flussfaktor als zentrale Kenngrößen
wurden so die Schwachstellen und Engpässe
im Bereich der Produktionsabläufe einer
Pilotlinie identifiziert. Wie erwartet konnte
die Durchlaufzeit jetzt deutlich, konkret
um etwa 75% gesenkt werden. Durch eine
Umgestaltung der Arbeitsorganisation
wurde der aufgrund des steigenden
Auftragsvolumens zuvor notwendige
Einstieg in den Vollkonti-Betrieb vermieden
und die Herstellkosten nachhaltig gesenkt.
Diese Ergebnisse konnten nur durch eine zu den Zielen und
Methoden des Lean
Manufacturing sowie die
zügige Übertragung von
Verantwortung an alle
am Produktionsprozess
beteiligten Mitarbeiter
einschließlich der
Meister und Einrichter
erzielt werden.
Denn das Problem
sind nicht die Lean
Prinzipien, das Problem ist es, den Fluss
zu erkennen. Ist das gelungen, kann
nach Lehrbuch vorgegangen werden.

Effektive Planung mit SAP
Die Kapazitätsplanung sowie die
Produktionsgrobplanung erfolgen mit
SAP durch Mitarbeiter des Supply Chain
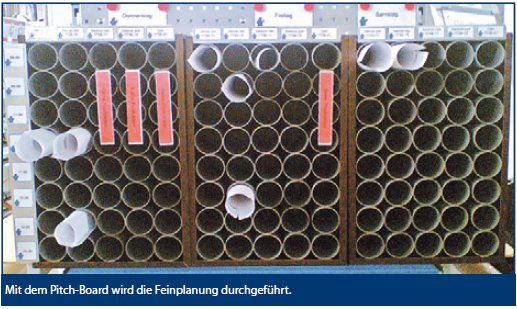
Managements (SCM). In Abstimmung mit dem standortübergreifenden Supply Chain
Management erfolgt die Feinplanung
und steuerung täglich mit "Pitch
Boards". Mit dem Pitch-Board werden die
Bearbeitungsreihenfolgen der einzelnen
Arbeitsplätze in den Produktionsbereichen
eindeutig festgelegt. Abweichungen
werden unmittelbar visualisiert und in
Absprache zwischen dem Scheduler und dem
zuständigen Meister neu geplant. Der Milkrun
sorgt dafür, dass nur so viel Material in der
Produktion steht, wie für die Abarbeitung
der über die Pitch-Boards eingelasteten
Fertigungsaufträge benötigt wird.
Die Zukunft planen
Die Einführung des Produktionssystems
war die Grundlage für die Erhöhung der
Effizienz im Tagesgeschäft. Gleichzeitig
wurden ableitend aus der übergeordneten
Produktionsstrategie und unter
Berücksichtigung der Artikelvorschau aus
der Vertriebsplanung die zukünftig am
Standort benötigten Fertigungstechnologien
und die dazu erforderlichen Produktionsund
Betriebsmittel definiert. Somit wurde
ein mittelfristiger "Bebauungsplan"
mit einer optimal am Wertstrom
ausgerichteten Produktion konzipiert,
die sich nun in der Umsetzung befindet.
"Mit der Einführung des neuen Produktionssystems verändern wir zwangsläufig die Arbeitsabläufe, die Arbeitsorganisation und die Arbeitsplätze. Was dadurch möglich wird, hat das Projektteam im Pilot-Bereich bereits innerhalb von wenigen Wochen gezeigt: Die Mitarbeiterproduktivität stieg um 13%, die Herstellkosten fielen um 20% und unsere Kunden erleben eine deutlich bessere Lieferleistung."
Ernst Friedrich Düsing,
Leiter Glasveredelung
erschienen in CIM Aktuell, November 2010