"Schlanke Produktion satte Einsparung?"
Ingo Laqua
Marktsynchron zu produzieren heißt, effizient und termingerecht den Kundenbedarf zu treffen. Hier setzen ganzheitliche Produktionssysteme an, welche die Anforderungen des Marktes in der Produktion umsetzen. Die Wirksamkeit des Produktionssystems wird dabei neben den klassischen Erfolgskriterien mit ausgewählten Kennzahlen der schlanken Produktion überprüft.
Die "schlanke Produktion" ist heute in aller Munde. Es gibt kaum ein Unternehmen, das nicht versucht die Produktion zu segmentieren, KANBAN-Regelkreise einzuführen oder seinen Weg des one-piece-flow zu finden. Ein durchgehendes Lean Production- Konzept bedeutet aber mehr als sein bisheriges Lager "Supermarkt" zu nennen bzw. den Auftragseingang zum Kundentakt zu deklarieren.
Ebenso wie sich mit der konsequenten Umsetzung der Lean Production-Philosophie die einzusetzenden Maßnahmen verändern, sind die klassischen Kennzahlen zur Messung der Produktionseffizienz zu überprüfen. Termintreue, Lagerbestand oder OEE (Overall Equipment Efficiency) haben in vielen Fällen immer noch ihre Berechtigung, sind aber häufig alleine nicht zweckdienlich, wenn es um die optimale Ausrichtung am Wertstrom und die Vermeidung von Verschwendung geht.
Die skalierbare Fabrik
In diesem Fall ist der Kundentakt die entscheidende
Kennzahl zur Skalierung der Produktion.
Der Kundentakt ist die Summe der
Fertigartikel, die eine Produktion pro Zeiteinheit
fertigen muss, um die von den Kunden
geforderten Absatzzahlen zu erreichen.
Produziert ein Unternehmen bspw. 250.000
Stück einer bestimmten Artikelgruppe in
einem Jahr, so müssen dies bei 250 Arbeitstagen
1.000 Stück pro Tag oder 500 Stück
pro Schicht im Zweischichtbetrieb sein.
Natürlich bestellen die Kunden nicht so gleichmäßig, dass die Fertigung über die Schwankungen des Marktes skalierbar sein muss, im o.g. Bsp. von 200 bis 800 Stück pro Tag. Wie groß diese Flexibilität sein muss, hängt im Wesentlichen von der Volatilität des Auftrageingangs sowie von der Verfügbarkeit eines nachgeschalteten Supermarkts ab, der die Marktschwankungen von der Produktion entkoppelt. Diese Volumenflexibilität ist ein wesentlicher Indikator für die atmende Fabrik und lässt sich durch intelligentes Zellendesign, flexible Arbeitszeitmodelle und einen ggf. variabel einsetzbaren Maschinenpark beeinflussen.
Ein weiterer Aspekt ist die Variantenflexibilität. Im durchschnittlichen Unternehmen kommt es eher selten vor, dass eine Produktionslinie oder zelle nur für einen Artikel aufgebaut wird. Häufig sind es unterschiedliche Artikel mit unterschiedlichen Fertigungsfolgen und aufwänden. In diesem Fall ist die Konfiguration einer solchen Fertigungseinheit von entscheidender Bedeutung.
Kennzahlen der schlanken Produktion
Eine weitere wesentliche Kennzahl der
schlanken Produktion ist die interne Wiederbeschaffungszeit,
d.h. die Zeit, in der eine
Produktionseinheit in der Lage ist, einen bestimmten Artikel unter Berücksichtigung
des vorhandenen Auftragsbestandes nachzuproduzieren.
Die interne Wiederbeschaffungszeit
ist aus mehrerlei Perspektiven von
entscheidender Bedeutung: Zum einen wird
hierdurch bspw. bei Lagerfertigung festgelegt,
wie schnell ein nachfolgendes (KANBAN-)
Lager aufgefüllt werden kann und
somit auch, wie dieses zu dimensionieren ist
(bei Kundenauftragsfertigung definiert die
Wiederbeschaffungszeit dementsprechend
die Reaktionszeit zum Markt).
Zum anderen hängt die Wiederbeschaffungszeit
unmittelbar von den zu produzierenden
Losgrößen ab. Je kleiner die Losgröße, desto
kürzer ist die Wiederbeschaffungszeit. Dies
kann natürlich ad absurdum geführt werden.
Deshalb gilt es hier das Optimum aus
vertretbarer Wiederbeschaffungszeit und erforderlichem
Rüstaufwand zu treffen. In der
Praxis erfolgt dies über die JetiI-Betrachtung
(siehe CCA 1/2007).
Mit der Wiederbeschaffungszeit und der
Summe der Bearbeitungszeiten wird gleichzeitig
auch der Flussfaktor definiert, der die
beiden zueinander ins Verhältnis setzt. Die
Wertschöpfung ist hieraus direkt ableitbar
und zeigt auf, wo nach wie vor Verschwendung
durch Liegezeiten etc. vorhanden ist.
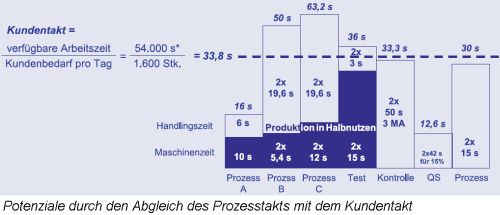
Der Flussfaktor ist somit Maßstab dafür, wie wirksam Fertigungsaufträge eingesteuert werden und wie effizient die Produktionsprozesse ausgetaktet sind. Ein Prozess sollte zwischen zwei Supermärkten möglichst die gleiche Bearbeitungszeit pro Fertigungsschritt haben. Hierdurch wird sichergestellt, dass der Gesamtprozess nicht ins Stocken gerät und ungewollte WIP-Bestände aufgebaut werden. Lässt sich dies fertigungstechnisch nicht über die Hauptzeit regulieren, sind die Arbeitsinhalte so auszulegen, dass Bearbeitungs- und Nebenzeit (bspw. für Produkthandling) in Summe je Bearbeitungsstation gleich sind. Im Fall der auftragsbezogenen Fertigung entspricht dann der Produktionstakt dem Kundentakt.
Die Erfolgsmessung
Wer alles richtig gemacht hat, muss sichtbare
Erfolge in der Lieferperformance sowie
im WIP- und im Lagerbestand verzeichnen.
Darüber hinaus dürfte die Fertigung wesentlich
beruhigter und transparenter sowie Terminjäger
obsolet werden.
Die Produktivität der eingesetzten Ressourcen (bspw. OEE oder Personalproduktivität) ist deshalb von Bedeutung, weil zur Sicherstellung des Kundentaktes die eingesetzten Ressourcen möglichst effizient zu nutzen sind. Ein hoher OEE oder eine hohe Personalproduktivität alleine sind aber nicht zielführend, wenn dadurch der Fertigungsfluss ins Stocken gerät oder auf Halde produziert wird.
erschienen in CIM Aktuell, 02/2007